Multi-tube dust collector belongs to the cyclone type dry dust collector, which is mainly used for boiler and industrial dust collection.
The dust collector is mainly composed of a number of cyclones combined in a sealed box.
The dust collector comprises a box for placing cyclones, an inlet and outlet for flue gas and an ash hopper for dust collection.
Working principle: The dust collector movement is made of a guide, cyclone, exhaust pipe, etc., made of ceramic or cast iron materials. When the dust-containing gas enters the inlet of the dust collector, it passes through the guide and rotates inside the cyclone. Under the action of centrifugal force, the dust and gas are separated, and the dust falls in the dust collection box and is discharged by the air lock.
(1) Uniformity of airflow distribution. The dust containing exhaust gas suddenly enters the dust collector with a large section from the large flue gas collector with a small section, which will inevitably cause the air distribution to be uneven, resulting in some air concentration and reducing the dust removal efficiency. Generally, the baffle is installed at the entrance of the dust collector to make the air distribution in each area uniform.
(2) Improve the sealing of the dust collector to prevent air leakage. If the leakage air volume accounts for 3% of the total smoke volume, the dust removal efficiency will be reduced by 50%, if the leakage air volume is 8% of the total smoke volume, the dust removal efficiency is zero. Therefore, it is necessary to check the air leakage of the multi-tube dust collector.
(3) The dust exhaust system is blocked, and the dust that has sunk can not be released in time, which blocks the air flow channel, and pumps them up again when the air flow passes through not only reduces the dust removal efficiency, but also affects the life of the exhaust fan
First, multi-tube dust collector (300-800℃) processing temperature
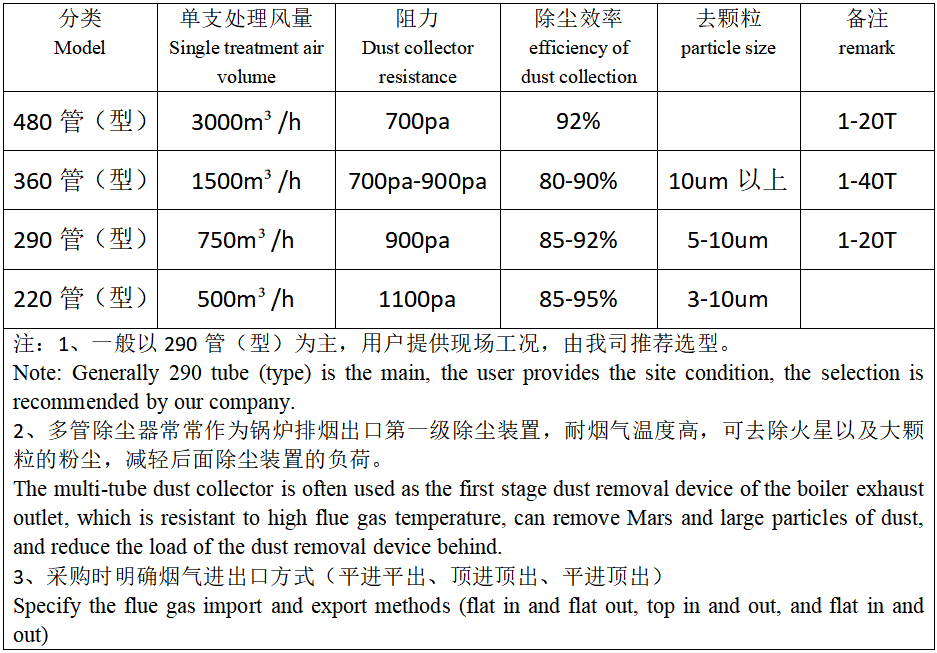
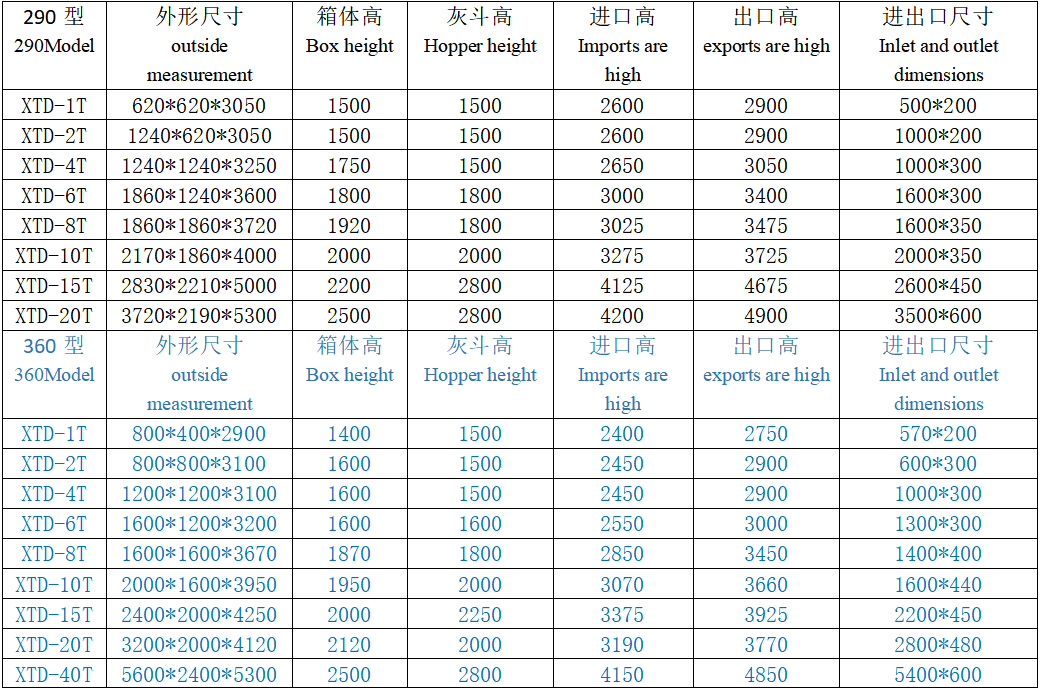
Second, multi-pipe dust collector equipment parameter table